|
|
WIAP ALW Maschine WN 900
|
Bild 0: WIAP ALW Maschine 9 Achsen CNC Maschine 3 Kanäle |
2. Einführung
Ein Schweizer Kunde gab der WIAP den Auftrag diese Maschine TYP WIAP ALW zu bauen. Mit der Konstruktion bis hin zur CNC Programmierung, alles aus einer Hand.
Skizze 2 A: 20 Schlitz- und 20 Fasenwerkzeuge |
|
3. Maschine in der Bauphase 1 Planung
Bild 3 A: Die WIAP, Jim Widmer, zeichnet diese Maschine mit dem Inventor.
|
Bild 3 B: Rohansicht 1
|
|
|
Bild 3 C: Rohansicht mit Seitenfräser und Schlitz- und Fasenfräser
|
Bild 3 D: Hier der Werkstückhalter mit 12 Greifer
|
|
4. Maschine in der Bauphase 2 Schweissen 1 Unterteil
Als Vorarbeit war als erstes ca. 3 Monate zeichnen angesagt, bevor gestartet werden konnte.
Bild 4 A: Die ganze Schweisskonstruktion wird im Hause WIAP gemacht
|
Bild 4 B: Auch Kim arbeitet hier; mit Jim und Sven
|
|
|
Bild 4 C: Die „Göttibuben“ Kim und Linus von Jim und Sven beim „Znüni“. Sie helfen mit.
|

Bild 4 D: Untergestell schweissen im Hause WIAP |
|
|
Bild 4 E: Tisch und Konsolen schweissen |
Bild 4 F: Auflagetisch
|
|
|
Bild 4 G: Das ganze Untergestell wird MEMV® entspannt.
|
Bild 4 H: Am Schluss wird das Gestell noch gefüllt und VDSF verdichtet.
|
|
|
Bild 4 I: Sven Widmer beim Füllen. |
Bild 4 J: Während dem Füllen wird auch verdichtet
|
|
|
Bild 4 K: Auch die Seitenkonsolen werden gefüllt und verdichtet Vibrationsentspannt. |
Bild 4 L: Bei den ersten Maschinen nahmen wir losen Füllstoff, doch beim Befestigen von Blechen usw. war es nervig, wenn der Füllstoff lose war.
|
|
|
Bild 4 M: Jetzt gehen das Untergestell und die Seitenkonsolen zum Bearbeiten extern.
|
5. Maschine in der Bauphase 3 Schweissen Oberteil
Bild 5 A: Während das Untergestell extern beim Bearbeiten ist, wird das Obergestell hergestellt.
|
|
|
Bild 5 B: Schweissen vom Obergestell |
Bild 5 C: Nach dem Vibrationsentspannen Füllen des Obergestells
|
|
|
Bild 5 D: Sven Widmer füllt die Rohre und verdichtet mit Vibration
|
Bild 5 E: Das fertig bearbeitete Untergestell ist zurück. Hier alle Teile auf dem Foto. |
|
|
Bild 5 F: Jetzt geht das Oberteil extern zum Bearbeiten.
|
Bild 5 G: Obergestell beim Bearbeitungs-Lieferanten
|
|
|
Bild 5 H: das Gestell wieder zurück
|
Bild 5 I: bereit für das Malen und montieren
|
|
6. Maschine in der Bauphase 4 Malen
Bild 6 A: Jetzt muss alles gereinigt und mit 2 K Farbe grundiert und gemalt werden
|
Bild 6 B: Untergestell und Seitenkonsolen sind gemalt
|
|
|
Bild 6 C: Die Montage kann beginnen
|
Bild 6 D: Das Obergestell noch ungemalt.
|
|
|
Bild 6 E: Alles beim fertig malen
|
7. Maschine in der Bauphase 5 Montageteil 1
Bild 7 A: Start der Montage X1 und X2 und X3 Achsen |
|
|
Bild 7 B: Verstellbare Schlitten für das Fasen und Schlitzen
|
Bild 7 C: Die beiden X2 und Z2 und X3 und Z3 Schlitten. Mit Gewichtsausgleich |
|
|
Bild 7 D: Der Sägeschlitten X1
|
Bild 7 E: Beide Frässchlitten mit den Fräseinheiten bis 7000 Rpm |
|
|
Bild 7 F: Zukaufteile nach Konstruktion WIAP. Das Alu ist das Hochfeste AL7075. So gut wie Stahl 52
|
Bild 7 G: Die Niederdruck Kolben sind aus gutem Material; besser als 12.9 er Schrauben |
|
|
Bild 7 H: Hier das Material, das auf den Y Schlitten montiert wird.
|
Bild 7 I: eine grosse ALU Platte aus dem Material 7075 |
|
|
Bild 7 J: Die Schlittenführungen für die Greifer
|
Bild 7 K: Ein Teil der Pneumatik ist auf dem Y Schlitten montiert, alles hatte keinen Platz
|
|
|
Bild 7 L: 3 Achsen sind auf dem Y Schlitten montiert
|
Bild 7 M: 3 Motoren, jeder hat 2 Kabel - alles in den Kabelschlepp. |
|
|
Bild 7 N: An der Maschine konnte Siemens ein paar Franken Umsatz machen, bei 9 Achsen
|
Bild 7 O: Alle Greifer können einzeln verschoben werden |
|
|
Bild 7 P: Greifer bei der Montage
|
Bild 7 Q: 12 solche Greifer |
|
|
Bild 7 R: Die Pneumatik für das Niederdrücken
|
Bild 7 S: Da über 100 verschiedene Teile im Programm sind, viele mit anderen Abständen, sind alle Greifer einzeln programmmierbar, verstellbar.
|
|
|
Bild 7 T: Aber auch die Höhe ist unterschiedlich. Mehrere Höhen, darum ist auch das programmierbar.
|
Bild 7 U: Das ist der Y Antrieb der ganze Alu Platte, die oben 3000 mm, quer verfährt
|
|
8. Maschine in der Bauphase 6 Montage Teil 2
Bild 8 A: Das ist der Antriebmotor für das Schlitzen und Fasen.
|
Bild 8 B: Der montierte Fräsantrieb X2 und Z2
|
|
|
Bild 8 C: Langsam nimmt die Maschine Formen an.
|
Bild 8 D: Hier hat auch Linus mitgeholfen
|
|
|
Bild 8 E: Viele Bleche, viele Gewinde |
Bild 8 F: Linus macht hier eine sehr, sehr gute Arbeit
|
|
9. Maschine in der Bauphase 7 Pneumatischer Teil
Bild 9 A: Der pneumatische Anteil an der Maschine ist beachtlich. Absperrventil, wenn kein Strom. D.h. wenig Verlust. Druckspeicher, damit bei vielen Bewegungen zusammen, nicht nur die Netzspeisung da ist.
|
Bild 9 B: Da jeder der 12 Greifer einzeln klemmen soll, zudem jeder in der Selbsthaltung bleibt, hat es komplizierte Ventile.
|
|
|
Bild 9 C: Alles Einzeln programmierbar über M Funktion d.h. es kann alles CNC gesteuert werden |
Bild 9 D: Ventil für Klappe; programmierbar über M Funktion
|
|
10. Maschine in der Bauphase 7 Maschinenraum Montage
Bild 10 A: Ein Sägeblatt schneidet das Werkstück auf beiden Seiten zu Beginn der Operation
|
Bild 10 B: Die Sägeschlitten Ansicht von oben ohne Abdeckung |
|
|
Bild 10 C: Abdeckung Montage
|
Bild 10 D: Z Oben abgedeckt |
|
|
10 E: Sägeblatt Abdeckung bei der Montage
|
Bild 10 F: Abdeckung |
|
|
Bild 10 G: Zweiter Teil der Abdeckung
|
Bild 10 H: Mit Sägeblatt und Fase |
|
|
Bild 10 I: Ansicht der Frässpindel von der Seite mit dem Gewichtsausgleich. |
Bild 10 J: Ansicht der Frässpindel Abdeckung. Das grösste Werkzeug ist 280 mm im Durchmesser
|
|
|
Bild 10 K: Abgedeckte Frässpindel
|
11. Maschine in der Bauphase 8 Blechrahmen Herstellung
Bild 11 A: Die ganze Maschine benötigt eine Rundum Abdeckung |
|
|
Bild 11 B: Eine Rahmen Konstruktion um die Maschine löst das Problem
|
Bild 11 C: Der Kunde wünschte bessere Service Zugänglichkeit bei der neuen Maschine. So machten wir 10 Türen um die Maschine
|
|
|
Bild 11 D: Vorne rechts Türe 1. Hinten rechts Türe 6, ganz hinten links Türe 10.
|
12. Maschine in der Bauphase 9 Elektrischer Teil
Bild 12 A: Elektroschrankaufbau
|
|
|
Bild 12 B: Elektroschrank bei der Montage |
Bild 12 C: CNC Steuerung; verfahrbar vor der Maschine
|
|
|
Bild 12 D: Schon besser angeschrieben |
Bild 12 E: Information über die Panelbeschriftung
|
|
|
Bild 12 F: Ansicht der Maschine mit den beiden Schwenktüren und der CNC
|
Bild 12 G: Ansicht der kompletten CNC
|
|
|
Bild 12 H: CNC von hinten noch nicht fertig |
Bild 12 I: Verteilbox 1 im Maschinenraum
|
|
|
Bild 12 J: Kontrollbox für Einschubbelegung Überwachung
|
Bild 12 K: 3 Türen mit Sicherheitsschalter und zweitem Schalter |
|
|
Bild 12 L: Jede Türe der 10 Türen hat diese Riegel Überwachung
|
Bild 12 M: Nur im verriegelten Zustand meldet die Türe ok |
|
13. Maschine in der Bauphase 10 Blechmontage
Bild 13 A: Hier werden die Schlitz- und Fasenfräser montiert
|
Bild 13 B: Antrieb des Schlitz- und Fasenfräsers
|
|
|
Bild 13 C: Die Bleche kamen 1 Woche vor dem Jahresende, leider 1 Monat zu spät. |
Bild 13 D: Trotzdem hatten wir in knapp 2 Wochen alle Bleche montiert.
|
|
|
Bild 13 E: Aber auch eine Lärmisolation wurde noch angebracht
|
Bild 13 F: Hinterseite; hier kommt noch die Absaugung hin
|
|
|
Bild 13 G: Alle Achsen sind mit Faltebälgen versehen. |
Bild 13 H: Hier noch eine Klappe, wenn das Teil eingelegt ist, schliesst sie zuerst.
|
|
|
Bild 13 I: Hier kommt noch die Absaugung hin für das Fertigteil
|
Bild 13 J: Absaugung montiert Höhenverstellbar
|
|
|
Bild 13 K: Hier kommt dann der 200 mm Schlauch hin
|
Bild 13 L: Der Antriebsraum der Y Achse ist auch isoliert.
|
|
|
Bild 13 M: Jede Schutztüre der 10 Türen ist innen isoliert. Die ist die Türe 9
|
Bild 13 N: Die ist die Türe 5 - Zugang zum Fasen und Schlitzen vorne
|
|
|
Bild 13 O: Auch hinter dem Elektroschrank ist der Arbeitsraum isoliert abgeschlossen. Auch diese Rückwand kann im Bedarfsfall, mit 5 Schrauben entfernt werden
|
Bild 13 P: Der Druckspeicher sogt dafür, dass wenn zuviel Luft auf, der Druck nicht zusammen fällt.
|
|
14. Maschine in der Bauphase 11 Absaugung
Bild 14 A: Montage der Absaugung X3/Z3. Fräswerkzeug Abdeckung, Kontur rechts Werkzeug
|
Bild 14 B: Zuführschlauch für die X3/Z3 |
|
|
Bild 14 C: Absaugschlauch X3/Z3 und hinten die Fertigteil Absaugung
|
Bild 14 D: Sägeschlauch X1 hinter der Maschine |
|
|
Bild 14 E: Absaugschlauch für X2 und Z2. Kontur Links, Seitenfräsen hinten
|
Bild 14 F: Ein Teil der Schläuche sind nur von oben zugänglich, weil keine Türe hinter dem Elektroschank möglich war
|
|
|
Bild 14 G: Montage der Anschlüsse hinter der Maschine. Alle 100-er Absauger sind einstellbar für die Abluft Luftmenge.
|
15. Maschine in der Bauphase 12 Beschriftung
Entwürfe 15 A: Bestellvorlagen für die Beschriftungen. Das grün ist nicht so einfach für die Lieferanten
|
|
16. Maschine in der Bauphase 13 Schlussmontage
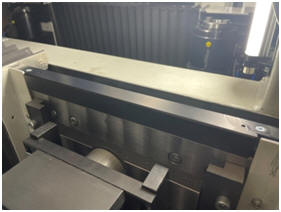
Bild 16 A: Ansicht von hinten. Schlitz und Fasenspindel
|
Bild 16 B: Links Fasenspindel, rechts Schlitz. Spindel läuft mit 7000 Umdr.
|
|
|
Bild 16 C: Ansicht von vorne links. Schlitzen rechts Fasen |
Bild 16 D: Beide Werkzeuge sind einzeln verstellbar über eine Kurbel im Hundertstel mm
|
|
|
Bild 16 E: Für die Abdeckung ist etwas alles knapp bemessen
|
Bild 16 F: Die Holzspäne sind überall.
|
|
|
Bild 16 G: Hier eine Ansicht den Arbeitsraum ohne Werkstück
|
17. Maschine bei der Bearbeitung |
|
18. Produkt was bearbeitet wird
Bild 18 A: Hier ist ein Teil, das nur 2/3 geschlitzt wurde. Das war das 1.Teil auf der Maschine
|
Bild 18 B: Dies ist ein Fertigteil. Über 100 solche unterschiedlichen Teile werden auf der Maschine gemacht
|
|
19. Bearbeitungswerkzeuge
Bild 19 A: Das sind die Anzugszapfen für den SK40. Der Rechte ist ok. Der Linke lieferte der Werkzeuglieferant.
|
Bild 19 B: Da sind sehr viele Werkzeuge vorgesehen für diese Maschine
|
|
|
Bild 19 C: Ein spezieller Werkzeugtisch wurde für den Kunden vorbereitet.
|
20. Bedienung und Ablaufbeschreibung der Maschine
Bild 20 A: Sicheres Einlegen der Rohteile. Der Bediener legt die Rohteile auf den Auflagetisch. Damit nichts schief geht, überprüft ein automatisches System über das CNC-Programm, ob alles korrekt eingelegt ist, also die Position stimmt und der richtige Höhenanschlag verwendet wird. Stopp, Start und Reset kann auch am Panel ausgeführt werden.
|
|
|
Bild 20 B: Die CNC Steuerung ist ausgelegt für 9 Achsen. Alles mit fertigen Programmen für den Operateur. Es ist viel eingebaut für die über 100 unterschiedlichen Werkstücke.
|
Bild 20 C: Der Rohling wird links in der Maschine auf den Auflagetisch gelegt und eingeschoben. Dann wird in ca. 1,2 Minuten das ganze Teil durch die Maschine laufend rechts wieder aus der Maschine ausgeschoben. Bearbeitet wird folgendes:
|
|
Ablaufbeschreibung: Bearbeitung eines Werkstücks
Nach der Bearbeitung wird das Teil auf den Ablagetisch befördert und ausgestossen. |
Zusatzfunktion: Verstellung der Greifer
Da über 100 verschiedene Werkstücktypen mit variierenden Längen verarbeitet werden, wurde eine flexible Greifereinstellung implementiert:
|
|
21. Maschine in der Bauphase 14 Transport
Bild 21 A: Maschine beim Transport aus der Halle Dulliken
|
Bild 21 B: Maschine wird verladen mit dem 5 Tonnen Stapler |
|
|
Bild 21 C: Die ALW Maschine wird aus dem LKW geschoben mit 2 Palettwagen über eine Rampe beim Endkunden.
|
22. Maschine beim Kunden
Bild 22 A: Hier steht die Maschine am Endplatz beim Kunden. Vorne noch die vielen Werkzeuge auf dem Auflagetisch.
|
|
|
Bild 22 B: Maschine am Endplatz in der Produktion.
|
23. Späne an der Maschine waren eine Herausforderung
Bild 23A: Erst bei der intensiven Bearbeitung war ersichtlich, welche Späne anfallen.
|
|
|
Bild 23 B: Hier der Arbeitsraum unter den Konturwerkzeugen
|
Bild 23C: Der Arbeitsraum unter den Schlitzwerkzeugen
|
|
24. Schlusswort
Bild 24 A: Maschine in der Produktion
|
Bild 24 B: Beschriftung der gelieferten Maschine
|
|
|
Ein spannendes Projekt – der Bau einer ALW-Maschine
Dieses Projekt zählt sicherlich zu den spannendsten, die wir bisher realisieren durften. Der Bau einer ALW-Maschine war für uns in mehrfacher Hinsicht eine besondere Herausforderung. Da die Holzbearbeitung nicht zu unserem klassischen Kerngeschäft gehört, mussten wir in diesem Bereich zusätzliches Know-how aufbauen. Das hat nicht nur unsere fachliche Kompetenz erweitert, sondern auch unseren Horizont vergrössert.
Dem Kunden durften wir bereits im Vorfeld mehrere Maschinen und Umbauten liefern. Anlass für das aktuelle Projekt war vor allem die Abkündigung der bisherigen CNC-Steuerung – der Kunde entschied sich daraufhin für eine vollständige Umstellung. Während früher Steuerungen von Schneider Electric im Einsatz waren, basiert das neue System vollständig auf Siemens-Technik.
|
Vorher schon umgebaute Maschinen bei dem Kunden.
1. Komplett Umbau Hobelmaschine auf CNC Mit Multitrone 4 Achsen 2. Hobelmaschine Waldrich Mit Sinumerik 808 4 Achsen 3. 1. RBM Rahmen Bearbeitungsmaschine Mit Sinumerik 828 8 Achsen 3 Kanäle 4. 2. Rahmenbearbeitungsmaschine Mit Sinumerik 828 6 Achsen 5. Richtmaschine Mit HMI mit SPS Siemens 6. Umbau Abläng und Bürstmaschine Mit Sinumerik 828 7 Achsen 2 Kanäle 7. Umbau Schweisslehre Nur Mechanische Arbeit 8. Umbau Stanzmaschine Mechanische und Elektrische Arbeit
Erstellt: sw_jw_iw_ hpw 000505
WIAP AG Ltd SA Industriestrasse 48L CH-4657 Dulliken Telefon: ++41 62 752 42 60 Telefax: ++41 62 752 48 61 WIAP@widmers.info www.WIAP.ch
|