|
|
CNC Steuerungen Sinumerik Bericht WA 100
WIAP AG CNC Information
|
Bild 0A: RBN Maschinen Umbau Nr. 1 Streckensteuerung auf CNC
|

Bild 0B: CNC Drehmaschinen Umbau Nr.4 von Sinumerik 810 auf 828 |
||||||||||||||||||||||||||||||
|
Bild 0C: Richtmaschinen Umbau Nr.5
|

Bild 0D: Wiap Schäl und Rolliermaschine DM3S |
||||||||||||||||||||||||||||||
|
Bild 0E: Compact Bohrmaschine Umbau mit Sinumerik 828 4 Achsen Streckensteuerung auf CNC |
Bild 0F: Wiap Auflagewand Bearbeit. Maschine ALW Mit Sinumerik 828 9 Achsen |
||||||||||||||||||||||||||||||
|
Bild 0G: CNC Hobelmaschine mit Sinumerik 808 4 Achsen. 8 Werkzeuge gleichzeitig im Eingriff
|
2. Vorwort CNC Steuerungen für Umbauten und Neumaschine
Langjährige Erfahrung mit Neumaschinen und Steuerungsumbauten WIAP blickt auf jahrzehntelange Erfahrung in der Entwicklung von Neumaschinen sowie der Durchführung von Steuerungsumbauten an bestehenden Maschinen zurück. In dieser Zeit wurden mehrere hundert Maschinen erfolgreich umgerüstet oder neu gebaut. Ein wesentlicher Fokus lag dabei auf der konsequenten Nutzung von Siemens Sinumerik-Steuerungen – sowohl im CNC- als auch im PLC-Bereich. Die Entscheidung, sich auf ein durchgängiges System zu konzentrieren, erleichterte nicht nur die Programmierung, sondern auch die langfristige Wartung und Weiterentwicklung. Trotz zahlreicher technologischer Generationen innerhalb des Siemens-Systems blieben grundlegende Konzepte erhalten, was die Integration neuer Steuerungen deutlich vereinfachte. Neben der technischen Kontinuität war auch die hohe Qualität der Siemens-Produkte ein entscheidender Faktor für WIAP, nahezu ausschliesslich auf diese Systeme zu setzen. Nachfolgend stellen wir ein aktuelles Projekt vor, das diese Philosophie anschaulich unterstreicht.
Der Kunde betrieb eine
Rahmenbearbeitungsmaschine mit einer veralteten PLC- und CNC-Steuerung
von Schneider. Da die Komponenten bereits abgekündigt waren, war
mittelfristig keine Ersatzteilversorgung mehr möglich – es bestand
dringender Handlungsbedarf.
Nach sorgfältiger Abwägung entschied
sich der Kunde für ein Retrofit durch WIAP, anstatt in eine neue
Maschine zu investieren. Ziel war es, die vorhandene Mechanik weiter zu
nutzen und gleichzeitig die Steuerungstechnologie auf den neuesten Stand
zu bringen.
WIAP realisierte den Umbau mit einer
modernen CNC-Steuerung vom Typ Siemens Sinumerik 828, die drei Kanäle
ansteuern kann. Die Maschine wurde mit insgesamt acht Achsen
ausgestattet und so für eine präzise und leistungsfähige Bearbeitung fit
für die Zukunft gemacht. |
||||||||||||||||||||||||||||||
|
Externes Bedienpanel WIAP BP MEMV
Bild 3A: links vorher
|
Bild 3B: rechts nachher |
||||||||||||||||||||||||||||||
|
Steuerschrank rechte und linke Seite
Bild 3C: In der linken Schrankhälfte sind 3 Frequenzumformer angebracht
1. Für die Bohrspindel 2. Für Fräsen oben, Fräsen links und Fräsen rechts 3. Für die Verstellung des Querbalkens, alle Drehzahlen können mit Einzelpotentiometer verstellt werden für den Schrupp und Schlichtvorschub
|
Steuerschrank rechte Seite
Bild 3D: Unter dem Steuerschrank sind die 4 Achsmodule angeordnet, welche jeweils ein Achsenpaar der 4 Gruppen ansteuert.
|
||||||||||||||||||||||||||||||
|
Bild 3E: Einzelpotentiometer für die Einstellung aller Drehzahlen der Fräs- und Bohrspindeln. Schrupp- und Schlichtgeschwindigkeit, programmierbar über die CNC
|
BBild 3F: Steuerpanel Sinumerik 828
|
||||||||||||||||||||||||||||||
|
Parameter Programmierung Fräsen seitlich rechts
Bild 3G: Alle Bohr- und Fräseinheiten sind Suhner Einheiten. Unten BohrenÜbersetzung 2/1 4 poliger Motor macht 1400 Umdrehungen; Spindel oben 2800 mit FU 80% = 50 Hz. Kann auf 60 Hz erhöht werden mit % Schalter am Panel
|
Bild 3H: Alle Bohr- und Fräseinheiten sind Suhner Einheiten. Oben FräsenÜbersetzung 1/1,5 poliger Motor macht 1400 Umdrehungen Spindel unten ------ mit FU 80% = 50 Hz. Kann auf 60 Hz erhöht werden mit % Schalter am Panel
|
||||||||||||||||||||||||||||||
|
Der Kunde betrieb eine Rahmenbearbeitungsmaschine mit einer veralteten PLC- und CNC-Steuerung von Schneider. Da die Komponenten bereits abgekündigt waren, war mittelfristig keine Ersatzteilversorgung mehr möglich – es bestand dringender Handlungsbedarf. Nach sorgfältiger Abwägung entschied sich der Kunde für ein Retrofit durch WIAP, anstatt in eine neue Maschine zu investieren. Ziel war es, die vorhandene Mechanik weiter zu nutzen und gleichzeitig die Steuerungstechnologie auf den neuesten Stand zu bringen. WIAP realisierte den Umbau mit einer modernen CNC-Steuerung vom Typ Siemens Sinumerik 828, die 2 Kanäle ansteuern kann. Die Maschine wurde mit insgesamt sechs Achsen ausgestattet und so für eine präzise und leistungsfähige Bearbeitung fit für die Zukunft gemacht.
|
Bild 4A: Alte Steuerung vor dem Umbau
|
||||||||||||||||||||||||||||||
|
Bild 4B: RBM Maschine beim Produzieren |
Bild 4C: Alter E-Schrank vor dem Umbau
|
||||||||||||||||||||||||||||||
|
Bild 4D: CNC nach dem Umbau mit neuer Ware, nachher
|
Bild 4E: Neues externes Bedien Panel nach dem Umbau. Geschützt mit den aufrechten Seitengriffen, wenn es mit den Knöpfen und dem Handrad nach unten auf den Boden fällt.
|
||||||||||||||||||||||||||||||
|
Bild 4F: Neue CNC Sinumerik 828 nach dem Umbau
|
Sicherheitssystem
Die Maschine hat in jeder zugänglichen Zone eine Horne und eine Stoppzone.
Bild 4G: Anzeige auf der CNC-Steuerung, wenn eine Gefahrenzone betreten wurde
Bohren vorne unten. Die erste Lichtschranke löst einen Hornton aus und warnt den Bediener, dass er die Gefahrenzone betreten hat. Barriere 2 stoppt das System sofort, wenn es im automatischen Modus läuft.
|
||||||||||||||||||||||||||||||
|
Bild 4H: Steuer Panel Wiap, unter Sinumerik 828 Handbedienung
|
Bild 4I: Steuerpanel WIAP seitlich links Sinumerik 828 (2 Kanal 8 Achsen Maschine)
|
||||||||||||||||||||||||||||||
|
Steuerpanel WIAP der Sinumerik CNC
Bild 4K: An dem Bedienpanel der CNC Steuerung sind alle Schutzzonen mit Leuchtenversehen, so dass, wenn Personen Zonen betreten und die Anlage in einen Stopp geht, sofort erkannt wird, welche Zone den Alarm auslöste. Nur mit Löschen des Alarms kann die Anlage wieder gestartet werden.
|
Bild 4L: Oben (blau markiert) die Anzeige, wenn eine der 4 Schutzzonen betreten wurde. Unten (blau markiert) Schutzzonen löschen/ rücksetzen.
|
||||||||||||||||||||||||||||||
5. Neumaschinenbau mit Sinumerik 808 3 Achsen Schäl- und Rolliermaschine
Projektbeschreibung – Neumaschine für die Herstellung von Ankerstäben Der Kunde setzte bisher zwei ältere, konventionelle Maschinen zur Herstellung von Ankerstäben ein. Um die Produktion zu modernisieren und zu automatisieren, wurde WIAP mit einer Neuentwicklung beauftragt. Für das Projekt wurde ein festes Budgetrahmen definiert.
WIAP analysierte die Anforderungen sorgfältig und erarbeitete ein massgeschneidertes Maschinenkonzept. Die daraus resultierende Offerte entsprach optimal den Bedürfnissen des Kunden und überzeugte sowohl technisch als auch wirtschaftlich.
Die neue Maschine wurde von WIAP vollständig konstruiert und speziell für die Herstellung von Ankerstäben entwickelt. Innerhalb von nur acht Monaten konnte sie geliefert werden. Für die Steuerung wurde eine CNC Sinumerik 808 ausgewählt – eine bewährte Lösung für präzise und effiziente Bearbeitung.
|
Bild 5A: CNC Programme erstellen und PLC, alles von den Jungen ist ja tip top. Sven hat bei dem Projekt praktisch alles elektrisch gemacht, PLC Verheiratung der CNC mit der externen SPS war gar keine einfache Sache, da die CNC nicht so viele Eingänge und Ausgänge hat, mussten wir BCD codierte Sprache anwenden zwischen CNC und SPS
|
||||||||||||||||||||||||||||||
|
Bild 5B: Wiap DM3S CNC Schäl- und Rolliermaschine mit Beladesystem - von links nach rechts, Jim, Sven, HP. Widmer, Dai
|
Bild 5C: Wiap DM3S mit CNC Steuerung Sinumerik. Parametrisiertes Programmsystem. Ein neues Werkstück ist in 5 Minuten umgerichtet und programmiert. System Wiap
|
||||||||||||||||||||||||||||||
|
Bild 5D: HLV 40 Material Zuführung für 50 Rohlinge
|
Bild 5E: HLV 40 Automation. Rohteil wird von Zwischenablage in Aufnahme befördert. Konstruktion und Entwurf des ganzen Konzepts von WIAP.
|
||||||||||||||||||||||||||||||
|
Bild 5F: Maschinen Beschriftung beim Kunden. HLV40 = Hilfslade Vorrichtung für 40 Kg
|
6. Umbau mit Sinumerik 808 4 Achsen Hobelmaschine Waldrich
Projektbeschreibung – Retrofit einer Hobelmaschine Der Kunde betrieb seine Waldrich-Hobelmaschine bereits seit vielen Jahren mit einer veralteten PLC- und CNC-Steuerung von Multitron. Da die Komponenten abgekündigt waren, war eine Ersatzteilversorgung mittelfristig nicht mehr möglich – ein klarer Handlungsbedarf bestand.
Nach sorgfältiger Abwägung entschied sich der Kunde erneut für ein Retrofit durch WIAP, anstatt in eine neue Maschine zu investieren. Ziel war es, die robuste Mechanik weiter zu nutzen und die Steuerungstechnik auf den aktuellen Stand zu bringen.
WIAP realisierte den Umbau mit einer modernen Siemens Sinumerik 808 CNC-Steuerung mit vier Achsen. Die Maschine arbeitet nun mit vier seitlich einfahrenden Hobelwerkzeugen sowie zwei senkrecht eintauchenden Werkzeugen. Das zugrunde liegende Schlittenführungssystem wurde bereits vor Jahrzehnten von WIAP entwickelt und hat sich seit über 20 Jahren im Einsatz bewährt.
Mit dem Retrofit erhielt die Hobelmaschine nicht nur ein neues Steuerungssystem, sondern auch eine zukunftssichere Basis für präzise und leistungsfähige Bearbeitungsprozesse.
|
||||||||||||||||||||||||||||||
|
Hobelmaschine Waldrich
Bild 6A: Die neue CNC Steuerung ist das Neuste vom Neuen. Der Kunde kann jetzt wieder davon ausgehen, 20 Jahre weiter arbeiten zu können
|
Bild 6B: Der gesamte Umbau wurde mit einem Simulator im Hause WIAP AG gemacht, dass sich die Umbauzeit nur auf eine kurze Zeit beschränkt.
|
||||||||||||||||||||||||||||||
|
Bild 6C: Der Operateur war mit der Schalteranordnung der alten Lösung zufrieden und wollte keine Neuheiten. Darum haben wir viel der alten Knöpfe übernommen, obwohl es bei der neuen Steuerung viel über die CNC hätte gehen können. Doch im Hinblick der Hand-, Halbautomat und CNC Lösung haben wir es nach Operateurwunsch gewählt. |
Bild 6D: Das ist das letzte Bild des Projektes. Der Kunde will nicht, dass die Konkurrenz erkennt, was auf der Maschine gemacht werden kann. Die WIAP hat das Projekt entwickelt und schon vor 20 Jahren realisiert. Noch heute hat der Kunde einen Wettbewerbsvorteil, welcher er nicht der Konkurrenz mitteilen will. Die Maschine macht, dank dem erstellten Konzept durch die WIAP AG, lange Teile in Hundertstel mm.
|
||||||||||||||||||||||||||||||
7. Neumaschinenbau mit Sinumerik 828 9 Achsen Auflage Bearbeitungsmaschine Typ ALW
Projektbeschreibung – Neumaschine für die Herstellung von Auflagewänden Der Kunde setzte bislang eine ältere Maschine zur Bearbeitung von Auflagewänden ein. Diese war mit einer veralteten PLC-Steuerung von Schneider ausgestattet, deren Komponenten bereits abgekündigt waren. Eine mittelfristige Ersatzteilversorgung war somit nicht mehr gewährleistet – es bestand dringender Handlungsbedarf.
Ein Umbau der bestehenden Anlage hätte die gewünschten Optimierungen nur schwer ermöglicht. Aus diesem Grund entschied sich der Kunde für die Beschaffung einer komplett neuen Maschine.
WIAP entwickelte daraufhin ein massgeschneidertes Maschinenkonzept, präsentierte eine passende Lösung und erhielt schliesslich den Auftrag zur Realisierung. Die neue Anlage bietet modernste Steuerungstechnik und eine zukunftssichere Lösung für die effiziente Herstellung von Auflagewänden.
|
Bild 7A: Die ALW (Auflagewand Bearbeitungsmaschine) in der Produktionshalle
|
||||||||||||||||||||||||||||||
|
Bild 7B: Information über die Panelbeschriftung an der Sinumerik 828. Hier hat es einige Schalter für die Nutzung trotzdem hat die WIAP noch mehr dazu integriert.
|
Bild 7C: Externe zusätzliche Bedienfeld der Sinumerik 828
|
||||||||||||||||||||||||||||||
|
7D: Ansicht der Maschine mit den beiden oberen Schwenktüren und der CNC |
Bild 7E: Zusatzbedienfeld für Start und Stopp. Und das Kontrollsystem die Einlege - Überwachung
|
||||||||||||||||||||||||||||||
|
Bild 7F: Der Elektroschrank im Aufbau
|
Bild 7G: Montierter Elektroschrank in der End-Montage |
||||||||||||||||||||||||||||||
|
Projekt Erklärung: Der Umbau erfolgte an einer älteren Maschine, die vollständig mit Siemens-Komponenten ausgestattet war. Da das Budget des Kunden keine vollständige Erneuerung vorsah, musste eine kosteneffiziente Lösung gefunden werden – insbesondere im Hinblick auf die bestehende CNC-Steuerung Sinumerik 810, die bereits mehrere Probleme aufwies. WIAP gelang es, die vorhandene Struktur weiter zu nutzen und auf einen teuren Komplettaustausch zu verzichten. Stattdessen wurde ein spezielles Analog-Modul eingesetzt, das in der Regel zur Ansteuerung analoger Hydraulikantriebe verwendet wird. Bei früheren Steuerungsgenerationen war dieses Modul unter dem Namen ADL-Modul bekannt. Mit dem neuen Modul konnte das System schnell und effizient angepasst werden – bereits nach wenigen Stunden hatten wir die Steuerung vollständig im Griff. Dieser Umbau demonstriert, wie mit fundiertem Know-how und passenden Komponenten auch ältere Maschinen wirtschaftlich und funktional modernisiert werden können
|
Bild 8A: Storebro STB 4000 CNC Drehmaschine bei Schweizer Kunden im Kanton Bern wird auf neue Sinumerik umgebaut. CNC 810T weg, neue Sinumerik
|
||||||||||||||||||||||||||||||
|
Bild 8B: Neue Sinumerik CNC 808, angebracht am selben Ort, wo vorher die Sinumerik 810T war
|
Bild 8C: Da die neue CNC Sinumerik 808 länger ist als die alte Sinumerik 810, musste auch eine Schräge nach vorne gemacht werden, was aber den Bedienkomfort noch verbessert.
|
||||||||||||||||||||||||||||||
|
Bild 8D: Der Umbau geht sehr schnell. Die CNC konnte am selben Ort angebracht werden wie die alte Sinumerik 810T
|
Detail Erklärung zur Sinumerik 808
- CNC-Steuerung SIEMENS SINUMERIK; Kann auch als Zwei-Kanal-Lösung gemäss nachfolgender Beschreibung: Panelbasierte kompakte CNC-Steuerung. Technologie Drehen. CNC ausgelegt für 8 Achsen/Spindeln. PLC S7-200 PLC. Das Bearbeitungsprogramm wird auf Wunsch auch parametrisiert programmiert. Es gibt pro Werkstück ein CNC-Programm, das Parameter für das jeweilige Werkstück enthält. Die Parameter enthalten Werkstück-Länge und -Wege nach Parameter. Die restlichen Werte sind immer identisch und in einem Haupt-Unterprogramm enthalten, das bei jedem Durchlauf abgearbeitet wird.
Der ganze Programm-Ablauf läuft über das WIAP parametrisierte System. Die Maschine läuft in einem Zwei-Kanal-Lösungssystem.
|
||||||||||||||||||||||||||||||
|
Sinumerik CNC-Steuerung, 10,4-TFT-Farbdisplay, vollwertige QWERTY-Tastatur, Kurzhubtasten, mit 16 Softkeys schnell zu allen Bedienmasken Einfache Datenübertragung durch IP65-geschützte Frontschnittstelle USB 2.0, RJ45, Ethernet, CF_Card Näherungsabstand-Sensor für Displaysteuerung Panel aus Magnesiumdruckguss Bedienung mit Arbeitshandschuhen möglich NV-RAM-Speichertechnologie ohne Pufferbatterie Lüfter und festplattenloser Einbau
|
Projektbeschreibung – Retrofit einer Richtmaschine mit neuer SPS- und HMI-Technologie Der Kunde betrieb in seiner Richtmaschine eine veraltete PLC-Steuerung von Schneider, deren Komponenten bereits abgekündigt waren. Das bedeutete, dass mittelfristig keine Ersatzteile mehr verfügbar gewesen wären – ein klarer Handlungsbedarf bestand. WIAP erhielt daher den Auftrag, die Maschine mit einer neuen SPS sowie einem modernen HMI-System auszurüsten. Für maximale Zukunftssicherheit und hohe Zuverlässigkeit setzte WIAP auf bewährte Siemens-Produkte. Eine besondere Herausforderung lag in der Umsetzung während des laufenden Produktionsbetriebs. Da der Kunde nur eine sehr kurze Stillstandszeit zuliess, waren eine exakte Planung und eine effiziente Ausführung entscheidend. WIAP realisierte den Umbau termingerecht und innerhalb der vorgegebenen Zeit. Das Ergebnis: eine modernisierte, zukunftssichere Steuerungslösung – bei minimalem Produktionsausfall.
|
||||||||||||||||||||||||||||||
|
Bild 9A: Umbau der Richtmaschine
|
Bild 9B: Der Richtplatz oben mit einem Joystick und einem Steuerpanel
|
||||||||||||||||||||||||||||||
|
Schmierung
Eine automatische Schmierung verhindert, dass die Operateure regelmässig schmieren müssen. Bis der Öltank leer ist, geht alles von selbst, dann wenn kein Öl mehr, gibt es Alarm.
Bild 9C: 3 untere solche Richtzylinder sind für die Geradheit der Werkstücke zuständig
|
Absolutes Messystem
Bild 9D: Das ist die Ansteuerung für die vertikale Richtvorrichtung
|
||||||||||||||||||||||||||||||
|
Bild 9F: Der alte Elektroschrank haben wir entfernt. Es war einfacher, den neuen im Hause WIAP vorzubereiten.
|
Bild 9E: Da die Querstreben dünner sind, muss diese sehr fein reguliert werden können.
|
||||||||||||||||||||||||||||||
|
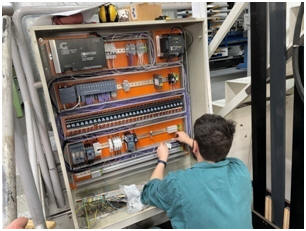
Bild 9G: Einbau der neuen SPS und des ganzen Elektrischen Teils. Die SPS Steuerung hat 10 analoge Ein- und Ausgänge
|
Bild 9H: Fertiger Elektroschrank
|
||||||||||||||||||||||||||||||
|
Bild 9I: Obwohl die Bestellung einige Wochen Vorlauf hatte, hat Siemens durch die Lieferengpässe ev. jetzt in der Corona Krise ein paar Komponenten erst Lieferverfügbarkeiten, Wochen nachdem wir hätten liefern müssen. Dank der Flexiblitiät eines Siemens Mitarbeiters konnte die Lieferung mit vorhandener Ware zusammengestellt werden, dass kein Lieferverzug nötig war.
|
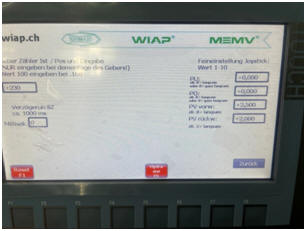
Bild 9J: Auf einer Einricht Unterseite können die Geschwindigkeit diverser Regulierungen noch individuell eingestellt werden. Richtzylinder Oben, Richtzylinder Unten und Richtzylinder Vertikal. Auch die Berechnungsformel des Proportional Ventils kann verstellt werden. Diese Seite ist nur bei der Inbetriebnahme hilfreich, sonst kann sie unverändert bleiben.
|
||||||||||||||||||||||||||||||
|
Bild 9K: Das neue HMI ermöglicht für den Operateur beliebige Bauteil Arten anzutippen. Es gibt 2 Seiten für die Eingabe von diversen Bauteil Typen. |
Bild 9L: Noch eine weitere Unterseite für Einstellungen. Diese Projekt hat gezeigt, wie es störend ist, wenn Hersteller Produkte abkündigen.
|
||||||||||||||||||||||||||||||
10. Beschreibung der CNC Steuerung Sinumerik 808 bis 6 CNC AchsenSPS Programmierung mit S7-200
Was kann die Sinumerik 808D?(Einfache CNC-Steuerung für Dreh- und Fräsmaschinen, ideal für Einsteiger und Ausbildungsbetriebe) Allgemeine Eigenschaften:
Steuerungsfunktionen:
Automatisierung und Bewegungsfunktionen:
Anzeige und Bedienung:
Mechanische Möglichkeiten:
Diagnose & Wartung:
|
11. Beschreibung der CNC Steuerung Sinumerik 828 bis 9 CNC Achsen
SPS Programmierung mit S7-200
Was kann die Sinumerik 828D?(Robuste, kompakte CNC-Steuerung für anspruchsvolle Fräs- und Drehbearbeitung in Serie – Mittelklasse zwischen 808D und 840D)
Allgemeine Eigenschaften:
Programmierfunktionen:
Bewegungs- & Bahnsteuerung:
Anzeige & Bedienung:
Kommunikation & Integration:
Maschinenfunktionen:
Diagnose & Service:
💡 Einsatzgebiete:
Fazit:
|
||||||||||||||||||||||||||||||
12. Beschreibung der CNC Steuerung Sinumerik 828 bis 9 CNC Achsen
SPS Programmierung mit S7-200
Was kann die Sinumerik 828D?(Robuste, kompakte CNC-Steuerung für anspruchsvolle Fräs- und Drehbearbeitung in Serie – Mittelklasse zwischen 808D und 840D) Allgemeine Eigenschaften:
Programmierfunktionen:
Bewegungs- & Bahnsteuerung:
Anzeige & Bedienung:
Kommunikation & Integration:
Maschinenfunktionen:
Diagnose & Service:
💡 Einsatzgebiete:
Fazit:
|
13. Vergleichsübersicht Sinumerik 808 bis ONE📊 Vergleich zu anderen SINUMERIK-Systemen:
14. WIAP Umbauten mit Sinumerik 802
Die SINUMERIK 802 ist eine ältere CNC-Steuerung von Siemens, die hauptsächlich für einfache bis mittlere Bearbeitungsaufgaben eingesetzt wurde. Sie ist heute nicht mehr Stand der Technik, war aber in vielen Ländern über viele Jahre sehr verbreitet – vor allem in Asien und Osteuropa.
Hier ist eine kompakte Beschreibung, die du verwenden kannst:
📝 Was kann die SINUMERIK 802? Die Sinumerik 802 ist eine kompakte CNC-Steuerung für einfache Fräs-, Dreh- und Schleifmaschinen. Sie wurde entwickelt für Maschinen mit 1 bis 5 Achsen und eignet sich vor allem für kleinere Anwendungen mit begrenzten Automatisierungsanforderungen. Sie bietet einfache Bedienung und Programmierung, meist über G-Code (DIN 66025) und teilweise mit grafischer Unterstützung (in der 802D sl Variante).
🔹 Varianten: 802S – einfache Ausführung für Standarddrehmaschinen 802C – für einfache Fräs- und Drehmaschinen 802D – digital, bis zu 5 Achsen, für komplexere Maschinen 802D sl – modernisierte Version mit Sinamics-Antrieben und besserer Performance
🔧 Funktionen im Überblick: G-Code Programmierung (DIN 66025) Teilweise ShopTurn/ShopMill-ähnliche Zyklen Kompakte Bedien- und Antriebseinheit Integrierte SPS-Funktionen Serienfertigung einfacher Teile Grundlegende Zyklen für Bohren, Drehen, Fräsen Anzeige mit Softkeys, einfache Benutzeroberfläche
💬 Wichtig zu wissen: Keine Unterstützung für Industrie 4.0, OPC UA oder digitale Zwillinge Kein Multikanalbetrieb oder simultane 5-Achs-Bearbeitung Für neue Maschinen nicht mehr empfohlen – ersetzt durch 808D oder 828D Ersatzteile teils nur noch über Drittanbieter oder aus Lagerbeständen verfügbar
💬 Typische Anwendung: Standard-Drehmaschinen Kleine Fräszentren Maschinen im Ausbildungsbereich Retrofit-Projekte in Schwellenländern
Imbach-Oerlikon 802C/ Grob-Graziano 802/Bühler SZ- Graziano 802/ Bühler SZ-Pittler 802/ Algoa Luanda-Titan 802/ Algoa Cabinda-Wiap-Gornati 802/ Algoa Cabinda-Wiap-Gurutzpe 802/ Algoa Cabinda-Weisser 802/ Algoa Cabinda-FutjiSeiki 802/ Algoa Cabinda Megabore 802/ Algoa Cabinda-Wiap Flächenportal Brennschneid Maschine 802/ Algoa Cabinda-Wiap Flächenportal Wasserstrahl Maschine 802
|
||||||||||||||||||||||||||||||
15.Uralte SteuerungsinformationDas waren noch Zeiten – ein Blick zurück in die Anfänge der NC- und CNC-Technik Der Beginn der ganzen NC- und CNC-Technik wurde von uns hautnah miterlebt. CNC-Steuerungen wie General Electric GE 7542, GE 550, GE 1050, die Sinumerik 5T und 6T, die Sinumerik Sprint, Kongsberg CNC, Asea Nucon 312 und viele weitere gehörten damals ganz selbstverständlich zum Arbeitsalltag. Jede dieser Steuerungen war ein Stück Technikgeschichte – und jede brachte uns einen Schritt weiter.
Unsere Reise nahm Fahrt auf mit den frühen NC-Steuerungen – legendäre Modelle wie die Sinumerik 520K aus den 1970er Jahren markierten den Einstieg in die automatisierte Bearbeitung. Es folgten die bekannten 5T (für Drehmaschinen) und 5M (für Fräsmaschinen), die als erste volldigitale CNC-Steuerungen von Siemens echte Meilensteine der damaligen Fertigungstechnik darstellten.
Darauf folgten die 6T und 6M – leistungsstärker, benutzerfreundlicher und mit erweiterten Funktionen ausgestattet. Sie gehörten in den frühen 1980er Jahren zur Spitzentechnologie. Ein besonderes Kapitel war die Sinumerik 7T und 7M – ursprünglich als Gemeinschaftsprojekt zwischen Siemens und Fanuc geplant. Aufgrund kartellrechtlicher Bedenken kam es jedoch nicht zur vollständigen Kooperation. Stattdessen entwickelten beide Unternehmen ihre eigenen Varianten – ein spannender Technik-Wettlauf, der die CNC-Welt prägte.
Es folgten die 3T und 3M, kompaktere Steuerungen für einfachere Anwendungen, sowie schliesslich die Sinumerik 880, die besonders im Bereich der mehrachsigen Bearbeitung neue Massstäbe setzte. Sie war der Vorläufer der späteren Sinumerik 840, die bis heute in vielen High-End-Anwendungen im Einsatz ist. Etwa zwischen 1982 und 1984 begann dann der Siegeszug der Sinumerik 810 – erhältlich in den Varianten T (Turning), M (Milling), G (Grinding), P (Pressen) und weiteren. Diese Steuerung war über viele Jahre hinweg unser absoluter Favorit. Wir haben sie mehrere hundert Mal erfolgreich angebaut und eingesetzt. Ihre Zuverlässigkeit und Vielseitigkeit machten sie zu einem unverzichtbaren Werkzeug, bis sie später von Siemens abgekündigt wurde.
Ein faszinierender technischer Wandel, den wir miterlebt und mitgestaltet haben – damals wie heute mit Leidenschaft für Präzision. |
16. Schlusswort
Umbaudauer 3 Wochen. Für die RBN Maschine Nr.1. 2 Wochen für die Compact Maschine Nr.2. Die Schweisslehre wurde an den Freitagen innert 3 Monaten und die Richtmaschine innert 2 Wochen im Sommer 2021 umgebaut.
Spannende Projekte, neue Aufträge haben wir wieder erhalten.
Wiap AG Ltd SA Industriestrasse 48L CH 4657 Dulliken
Tel +41 62 7524260 Fax +41 62 7524861
Mail info@wiap.ch Webseite www.wiap.ch
Erstellung: SW_JW_IW_hpw 20241005
|